


The ABB SB512 is a state-of-the-art communication module designed for use in ABB’s S800 I/O series, providing seamless data transfer and communication between remote I/O devices and central control systems, such as PLC controllers or SCADA systems. This versatile and high-performance module supports a wide range of communication protocols, including Modbus RTU, Modbus TCP, and EtherNet/IP, making it ideal for complex industrial automation systems where secure and reliable communication is essential.
The SB512 offers robust connectivity, high-speed data transmission, and easy integration into distributed control systems, making it an excellent choice for process control, machine automation, and energy management applications. Whether working in manufacturing environments, power plants, or building automation, the SB512 ensures efficient and continuous communication across industrial systems.
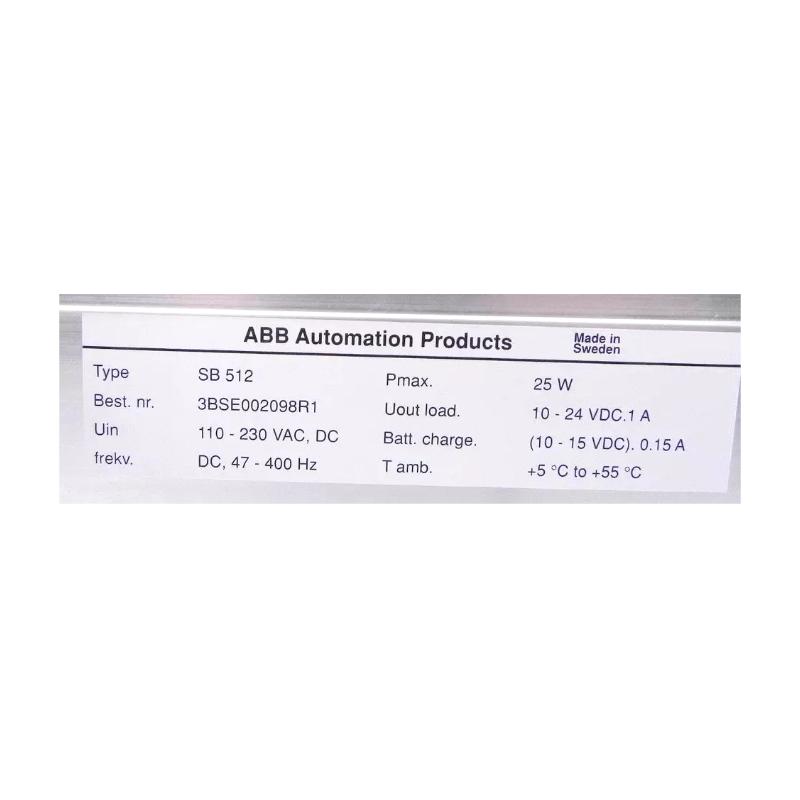
Technical Specifications
| Feature | Specification |
|---|---|
| Model | SB512 |
| Type | Communication Module |
| Supported Protocols | Modbus RTU, Modbus TCP, EtherNet/IP |
| Input Power | 24V DC |
| Dimensions (H x W x D) | 130 x 85 x 120 mm (5.1 x 3.3 x 4.7 inches) |
| Weight | 0.7 kg (1.54 lbs) |
| Operating Temperature Range | -20°C to +60°C |
| Data Transmission Speed | Up to 10 Mbps (Ethernet) |
| LED Indicators | For power and communication status |
| Status Indicators | LED indicators for communication health and power |
| Certification | CE, UL, CSA |
Recommended Related Models
-
ABB S800 I/O Modules – The SB512 integrates smoothly with S800 I/O modules, enabling reliable communication between field devices and the central control system.
-
ABB CM572 Communication Module – Extends the communication capabilities of the SB512, enabling further integration with additional devices and control systems.
-
ABB PU514A Power Supply – Provides consistent power to the SB512 and other ABB automation modules, ensuring reliable system operation.
Popular ABB Models
-
ABB AC500 PLC – A modular PLC that integrates seamlessly with the SB512, providing a flexible and scalable solution for industrial automation systems.
-
ABB PS501 Power Supply – Powers the SB512 and other ABB modules, ensuring a stable and reliable power source for industrial control systems.
-
ABB S900 I/O Modules – Offers extended I/O capabilities when used in conjunction with the SB512, providing advanced control and monitoring in complex automation systems.







